By Kim Olson, PE
Technical Consultant, Steel Tube Institute
Weld design is not exempt from the numerous differences between wide-flange (WF) and hollow structural section (HSS) connection design. フランジとウェブの両側で溶接が可能なオープンセクションとは異なり、建築構造で一般的に使用される HSS セクションの内部にはアクセスできません。
完全なジョイント貫通 (CJP) 溶接は、製作とコストの観点から、疑いなく最も好ましくない溶接タイプです。 しかし、残念なことに、この溶接は、ハイス鋼の建設に頻繁に指定される傾向があります。 これは、溶接容量の計算が簡単で速いことや、ハイス溶接の設計に関する知識や理解が不足していることなど、いくつかの要因によるものです。 一般に、CJP溶接は、様々な理由から部分的な継手溶込み(PJP)開先溶接よりも優れていると考えられています。 しかし、疲労負荷条件においてのみ、これは実際に正しいのです。
CJP溶接を指定することは、設計者の最後の選択肢であるべきで、ほとんど必要ではありません。 AISC 360-16 Table J2.5では、CJP開先溶接の強度は、適合する溶加棒が溶接に使用されると仮定して、母材の有効強度と等しくなるように特定されています。 この場合、HSS部材の降伏強度をフルに発揮する溶接となります。 トラス支柱のようなほとんどの設計では、部材の使用率は低くなります。 部材の強度を上げることは無意味であり、不経済です。 実際にかかる力に対して溶接を設計する方が良い方法です。 さらに、溶接設計以外の限界状態がHSS接続設計を支配する可能性が高く、その結果、溶接部に完全な降伏強度能力を持たせる必要がありません。 設計者が安易な方法を取ることはよくあることです。 4641>
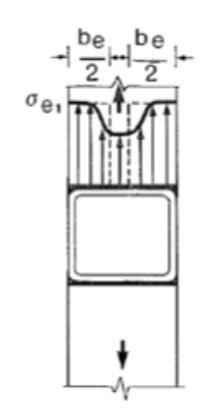
HSS に横方向のプレート (またはビーム フランジ)、または HSS 分岐を長方形の HSS メンバーに接続する場合、AISC 360-16, Section K1.2a では接続したプレートまたは分岐部材の局所降伏を算出するのに幅 (「有効幅」) が小さいものを使用してくださいと規定しています。 これは、横板や高張力鋼板は、その幅に渡って一様に荷重がかかっていないためです(図1)。 側壁に隣接するハイス壁の剛性が比較的高いため、プレートまたはブランチ部材の応力は、断面の外側で最も高く、中央部で最も低くなります。 この有効幅のために、ハイスに接続される部材の全降伏強度に等しい接続容量を達成することはほとんど不可能であり、したがって、しばしば全容量溶接の必要性を排除する。
一般に、鋼構造では、CJP溶接が必要な場合、鋼製バッキングを使うことが好ましく、最も経済的である。 しかし、裏当ては接続設計上不利になることがある。 繰り返し荷重を受ける構造物、疲労を受ける構造物、地震力抵抗システムの一部の部材では、裏当てはそのままにしておくことはできない。 ノースリッジ地震などの調査から、裏当ての放置は応力上昇を招き、ひび割れや接合部の不具合を引き起こすことが分かっています。
ハイスでよく見られるように、裏当てのない片側からのCJP溶接の場合、ルート寸法を正確に管理し、最小開先角度を確保する必要があります。 この溶接を行うには、まずルートでバックアップ溶接を行います。 このバックアップ溶接を行うために、接合部の入念な下準備が必要です。 この溶接を行うには、アクセスに制限があり、非常に高い技術が必要なため、AWS D1.1では、バックアップなしのCJP溶接には、6GR溶接士の認定が必要です。 この溶接士資格の取得は非常に難しく、国内の多くの地域では比較的珍しいものです。 これは、管状部材のT-、Y-、K-接続のアンバックドCJP溶接に、すべての溶接位置で要求されます。 その結果、溶接コストの人件費成分が非常に高くなる。
適切な裏当てをすれば、オープンルート溶接の困難さはなくなる。 裏打ちをすれば、溶接工の要求は3Gや4Gに下がり、溶接品質に悪影響を与えることなく、はめあいのばらつきを許容することができます。 これは、HSSとベースプレートの溶接にも当てはまります。
加工業者がHSS内部にバッカーバーを取り付けるために使用してきた方法はたくさんあります。 バッカーバーを正確にはめ込むことが重要です。 矩形断面はバッカーバーを容易に受け入れることができる。 しかし、丸物HSSの場合、製造規格の許容範囲内にある部材の楕円を考慮しなければならないため、バッキングが難しくなることがあります。 また、丸型ハイスと丸型ハイスの接続のためのバッキングは、事実上不可能である。 一般的には、バーストックを成形してバッキングリングを作ります。 また、厚板から裏金を切り出す場合、ハイスの内面をトレースし、それに合わせて厚板をカットする加工もある。

これらのバッカーバーは取り外すことができないので、そのままにしておかなければならない。 これは、静的荷重を受ける構造物では一般的に許容されます。 バッキングは、AWS D1.1によりほとんどの用途で連続的であることが要求されます。しかし、条項7.9では、いくつかの条件を満たす場合に、ハイスの例外を認めています。 AISC Design Guide 21には、ハイスのバッカーバーの許容される不連続性についての詳細な説明があります。
Ultrasonic testing (UT) は、これらのタイプの溶接の検査にうまく使用することができます。 しかし、その結果はUT技術者の経験に大きく依存し、関係者間の対立につながる可能性がある。 溶接前および溶接中の検査には、より多くの検査努力を払う必要がある。 これには、適切なルート開口部と角度を確保するためのはめ込みの検証や、溶接プロセス中の目視検査が含まれます。
CJPの指定は、設計に不可欠で、他のすべての溶接タイプが検討された場合にのみ行われるべきです。 CJP を指定するのは、設計が不可欠で、他のすべての溶接タイプが検討された場合のみとし、指定する場合は、コストと加工上の問題を軽減するために、できるだけ効果的に接合部を詳述するために、加工業者に相談することが有益です。 1997. “Hollow Structural Sections Connections Manual,” American Institute of Steel Construction, Chicago, IL.
AISC. 2016. “Specification for Structural Steel Buildings,” ANSI/AISC 360-16, American Institute of Steel Construction, Chicago, IL.
AWS. 2020. “Structural Welding Code – Steel,” AWS D1.1/D1.1M:2020, American Welding Society, Miami, FL.
Post, J.W. 2003. “Box-Tube Connections; Choices of Joint Details and Their Influence on Costs,” Proceedings of National Steel Construction Conference.
Miller, D.K. 2017. “Welded Connections – A Primer for Engineers,” Steel Design Guide 21, 2nd edition, American Institute of Steel Construction, Chicago, IL.
May 2020
.