Door Kim Olson, PE
Technisch adviseur, Steel Tube Institute
Het lasontwerp is niet vrijgesteld van de talrijke verschillen tussen het ontwerp van breedflens- (WF) en holle constructiesectie- (HSS) verbindingen. In tegenstelling tot open secties waar lassen mogelijk is aan beide zijden van de flenzen en het lijf, is de binnenkant van HSS-profielen die gewoonlijk in bouwconstructies worden gebruikt, niet toegankelijk.
Volledige lasnaden (CJP) zijn ontegenzeggelijk het minst geprefereerde lastype vanuit het oogpunt van fabricage en kosten. Helaas zijn zij een vaak gespecificeerde las voor HSS constructie. Dit is te wijten aan verschillende factoren, waaronder het gemak en de snelheid waarmee de lascapaciteit kan worden berekend en het gebrek aan kennis of begrip van het ontwerp van HSS-lassen. Algemeen wordt aangenomen dat CJP-lassen om verschillende redenen beter zijn dan groeflassen met gedeeltelijke naadpenetratie (PJP). Echter, alleen in vermoeiingsbelastingsomstandigheden is dit daadwerkelijk waar.
Het specificeren van een CJP-las zou de laatste optie van een ontwerper moeten zijn en is zelden vereist. AISC 360-16 Tabel J2.5 geeft aan dat de sterkte van een CJP-groeflas gelijk is aan de beschikbare sterkte van het basismetaal, ervan uitgaande dat bijpassend toevoegmetaal wordt gebruikt om de las uit te voeren. In dit geval is het resultaat een las die de volledige vloeigrens van een HSS-element ontwikkelt. Voor de meeste ontwerpen, zoals in een tralieligger, is de benuttingsgraad van het element laag. Het ontwikkelen van de sterkte van het element is zinloos en oneconomisch. Het is beter om de las te ontwerpen voor de werkelijk toegepaste krachten. Bovendien zullen andere grenstoestanden dan het ontwerp van de las waarschijnlijk het ontwerp van een HSS verbinding bepalen, wat resulteert in het ontbreken van de noodzaak voor volledige rekgrenscapaciteit in de las. Maar al te vaak kiest de ontwerper voor de gemakkelijke uitweg. Het specificeren van een CJP-las is overkill.
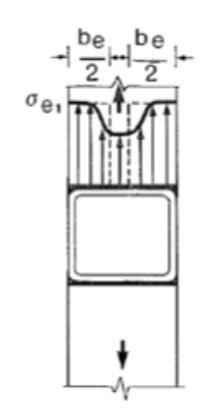
Als een plaat (of balkflens) dwars op een HSS wordt aangesloten, of een HSS-tak op een rechthoekig HSS-element, vereist AISC 360-16, Sectie K1.2a dat een gereduceerde breedte (“effectieve breedte”) wordt gebruikt bij de berekening van de lokale rek van de aangesloten plaat of het aangesloten takelement. Dit komt omdat de dwarsplaat of HSS niet gelijkmatig over zijn breedte wordt belast (figuur 1). Door de relatief hoge stijfheid van de HSS-wand naast de zijwanden is de spanning in de plaat of het dwarsdeel het hoogst aan de buitenste delen van de doorsnede en het laagst in het midden. Door deze effectieve breedte is het zelden mogelijk om een verbindingscapaciteit te bereiken die gelijk is aan de volledige vloeigrens van het element dat met een HSS wordt verbonden en daarom is een las met volledige capaciteit vaak niet nodig.
In het algemeen wordt voor staalconstructies, als CJP-lasnaden nodig zijn, de voorkeur gegeven aan en is het meest economisch om een stalen backing te gebruiken. Echter, backing is soms nadelig voor het ontwerp van de verbinding. In cyclisch belaste constructies, constructies die aan vermoeiing onderhevig zijn of sommige leden van een seismisch krachten bestendig systeem, kan de backing niet op zijn plaats blijven. Onderzoek naar gebeurtenissen, zoals de aardbeving bij Northridge, heeft uitgewezen dat het achterwege laten van de ruggensteun spanningsverhogingen creëert die bijdragen tot scheurvorming en verbindingsfouten. Niet voor alle elementen in een seismisch systeem is het nodig de rug te verwijderen, en deze zijn duidelijk aangegeven in de AISC 341 Seismic Provisions.
In de gevallen waar een CJP-las aan één zijde moet worden gemaakt zonder rug, wat gebruikelijk is bij HSS, moeten de open wortelafmetingen nauwkeurig worden gecontroleerd en de minimale groefhoeken worden gewaarborgd. De eerste stap bij het maken van deze las is een backinglas aan de wortel. Een zorgvuldige voorbereiding van de verbinding is vereist om de juiste passing te verkrijgen voor het plaatsen van deze back-uplas. Vanwege de beperkte toegang en de extreme vaardigheid die nodig is om deze las uit te voeren, vereist AWS D1.1 een 6GR lasserscertificaat voor een ongebackte CJP las. Deze lasserskwalificatie is zeer moeilijk te verkrijgen en is in veel delen van het land relatief ongebruikelijk. Het is vereist voor CJP-lassen zonder rugzijde op buisvormige elementen voor T-, Y- en K-verbindingen voor alle lasposities. Als gevolg hiervan is de arbeidscomponent van de laskosten extreem hoog.
Met de juiste backing gaan de moeilijkheden van het open-wortel lassen weg. Met backing dalen de laseisen tot 3G en 4G, en kan een grotere variatie in de passing worden getolereerd zonder de laskwaliteit negatief te beïnvloeden. Dit is ook het geval voor HSS aan basisplaat lassen.
Er zijn vele methodes die fabrikanten hebben gebruikt om backing bars in een HSS te plaatsen. Nauwkeurige montage van backing bars is belangrijk. Rechthoekige secties hebben de mogelijkheid om backer bars gemakkelijk te accepteren. Voor ronde HSS kan het moeilijker zijn om een backing te voorzien, omdat rekening moet worden gehouden met eventuele ovaalheden in het element die binnen de toleranties van de productienorm vallen. Bovendien is een backing voor een verbinding van rond HSS met rond HSS vrijwel onmogelijk te realiseren. Gewoonlijk wordt staafmateriaal gevormd om een steunring te maken. Sommige fabrikanten snijden een backing uit een dikke plaat door het binnenoppervlak van de HSS te traceren en vervolgens de plaat op maat te snijden. De plaat kan dan massief worden gelaten of worden uitgehold voor gemakkelijke behandeling en verminderd gewicht.

Deze steunbalken moeten op hun plaats worden gelaten aangezien het onmogelijk is om ze te verwijderen. Dit is typisch aanvaardbaar voor statisch belaste structuren. Volgens AWS D1.1 moet de backing bij de meeste toepassingen doorlopend zijn, maar artikel 7.9 staat uitzonderingen toe voor HSS, mits aan een aantal voorwaarden wordt voldaan. AISC Design Guide 21 geeft een gedetailleerde uitleg over de toelaatbare discontinuïteit van backing bars voor HSS.
Ultrasoon onderzoek (UT) kan met succes worden gebruikt om dit soort lassen te inspecteren. De resultaten zijn echter sterk afhankelijk van de ervaring van de UT-technicus en kunnen leiden tot conflicten tussen alle betrokken partijen. Er moet meer inspectie-inspanning worden besteed aan de inspectie vóór en tijdens het lasproces. Dit omvat verificaties van de fit-up om de juiste wortelopeningen en hoeken te garanderen en visuele inspectie tijdens het lasproces.
Het specificeren van een CJP zou alleen moeten worden gedaan als dit essentieel is voor het ontwerp en alle andere lastypen zijn onderzocht. En als dat gebeurt, is het gunstig om een constructeur te raadplegen om de verbinding zo effectief mogelijk te detailleren om kosten en eventuele fabricageproblemen te beperken.
Bronnen
AISC. 1997. “Hollow Structural Sections Connections Manual,” American Institute of Steel Construction, Chicago, IL.
AISC. 2016. “Specification for Structural Steel Buildings,” ANSI/AISC 360-16, American Institute of Steel Construction, Chicago, IL.
AWS. 2020. “Structural Welding Code – Steel,” AWS D1.1/D1.1M:2020, American Welding Society, Miami, FL.
Post, J.W. 2003. “Box-Tube Connections; Choices of Joint Details and Their Influence on Costs,” Proceedings of National Steel Construction Conference.
Miller, D.K. 2017. “Welded Connections – A Primer for Engineers,” Steel Design Guide 21, 2nd edition, American Institute of Steel Construction, Chicago, IL.
May 2020