De Kim Olson, PE
Consultant tehnic, Steel Tube Institute
Proiectarea sudurilor nu este scutită de numeroasele diferențe dintre proiectarea conexiunilor cu flanșe largi (WF) și a conexiunilor cu secțiuni structurale goale (HSS). Spre deosebire de secțiunile deschise, unde este posibilă sudarea pe ambele părți ale flanșelor și ale benzii, interiorul secțiunilor HSS utilizate în mod obișnuit în structurile de construcții nu poate fi accesat.
Sudurile cu penetrare completă a îmbinării (CJP) sunt, fără îndoială, cel mai puțin preferat tip de sudură din punct de vedere al fabricației și al costurilor. Din păcate, ele tind să fie o sudură frecvent specificată pentru construcțiile HSS. Acest lucru se datorează mai multor factori, inclusiv ușurința și viteza de calcul a capacității de sudare și lipsa de cunoștințe sau de înțelegere a proiectării sudurilor HSS. În general, se consideră că sudurile CJP sunt mai bune decât sudurile de canelură cu penetrare parțială a îmbinării (PJP) din mai multe motive. Cu toate acestea, numai în condiții de solicitare la oboseală acest lucru este de fapt adevărat.
Specificarea unei suduri CJP ar trebui să fie ultima opțiune a proiectantului și este rareori necesară. Tabelul J2.5 din AISC 360-16 identifică rezistența unei suduri de canelură CJP ca fiind egală cu rezistența disponibilă a metalului de bază, presupunând că pentru realizarea sudurii se utilizează un metal de adaos corespunzător. În acest caz, rezultatul este o sudură care dezvoltă întreaga limită de elasticitate a unui element HSS. Pentru majoritatea modelelor, cum ar fi în cazul unui element de ramificație a unei ferme, rata de utilizare a elementului este scăzută. Dezvoltarea rezistenței membrului este inutilă și neeconomică. O practică mai bună este proiectarea sudurii în funcție de forțele reale aplicate. În plus, alte stări limită decât cele de proiectare a sudurii vor guverna probabil proiectarea unei conexiuni HSS, ceea ce duce la lipsa necesității de a avea o capacitate deplină de limită de curgere în sudură. Prea des, proiectantul alege calea ușoară de ieșire. Specificarea unei suduri CJP este exagerată.
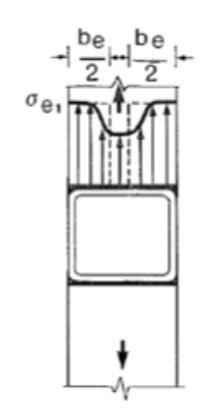
Dacă se conectează o placă (sau o flanșă de grindă) transversală la un HSS, sau o ramificație HSS la un element HSS dreptunghiular, AISC 360-16, secțiunea K1.2a impune utilizarea unei lățimi reduse („lățime efectivă”) la calcularea cedării locale a plăcii sau a elementului de ramificație conectat. Acest lucru se datorează faptului că placa transversală sau HSS nu este încărcată uniform pe toată lățimea sa (figura 1). Din cauza rigidității relativ ridicate a peretelui HSS adiacent pereților laterali, tensiunea din placă sau din elementul de ramificație este cea mai mare în părțile exterioare ale secțiunii și cea mai mică în mijloc. Datorită acestei lățimi efective, rareori este posibil să se obțină o capacitate de conectare egală cu limita de elasticitate totală a elementului care este conectat la un HSS și, prin urmare, deseori se elimină necesitatea unei suduri de capacitate totală.
În general, pentru construcțiile din oțel, dacă sunt necesare suduri CJP, este preferabil și cel mai economic să se utilizeze un suport de oțel. Cu toate acestea, suportul este uneori în detrimentul proiectului conexiunii. În cazul structurilor solicitate ciclic, al structurilor supuse la oboseală sau al unor elemente dintr-un sistem de rezistență la forțe seismice, suportul nu poate fi lăsat pe loc. Investigațiile efectuate în urma unor evenimente, cum ar fi cutremurul de la Northridge, arată că un suport lăsat pe loc creează tensiuni care contribuie la fisurarea și la defectarea conexiunilor. Nu toate elementele dintr-un sistem de rezistență la forțe seismice necesită îndepărtarea suportului, iar acestea sunt clar identificate în AISC 341 Seismic Provisions.
În cazurile în care o sudură CJP trebuie realizată dintr-o singură parte fără suport, ceea ce este obișnuit în cazul HSS, dimensiunile rădăcinii deschise trebuie să fie controlate cu precizie și trebuie asigurate unghiurile minime ale canelurilor. Primul pas în crearea acestei suduri este o sudură de sprijin la rădăcină. Este necesară o pregătire atentă a îmbinării pentru a asigura o potrivire adecvată care să permită plasarea acestei suduri de rezervă. Din cauza accesului limitat și a îndemânării extreme necesare pentru realizarea acestei suduri, AWS D1.1 necesită o certificare de sudor 6GR pentru o sudură CJP fără suport. Această certificare de sudor este foarte greu de obținut și este relativ neobișnuită în multe zone ale țării. Aceasta este necesară pentru sudurile CJP fără suport pe elemente tubulare pentru conexiunile în T, Y și K pentru toate pozițiile de sudare. Ca urmare, componenta de manoperă a costului sudurii este extrem de ridicată.
Cu o susținere corespunzătoare, dificultățile sudurii cu rădăcină deschisă dispar. Cu o susținere, cerințele față de sudor scad la cerințele 3G și 4G, iar o variație mai mare în montaj poate fi tolerată fără a afecta negativ calitatea sudurii. Acesta este, de asemenea, cazul sudurilor HSS la placa de bază.
Există multe metode pe care fabricanții le-au folosit pentru a monta bare de susținere în interiorul unui HSS. Este importantă montarea precisă a barelor de susținere. Secțiunile dreptunghiulare au capacitatea de a accepta cu ușurință barele de sprijin. Asigurarea suportului poate fi mai dificil de realizat pentru HSS rotunde, deoarece trebuie să țină cont de orice ovalitate a elementului care se încadrează în toleranțele standardului de producție. În plus, este practic imposibil de realizat un suport pentru o conexiune HSS rotund cu HSS rotund. În mod obișnuit, se formează o bară pentru a crea un inel de susținere. Unii fabricanți taie suportul dintr-o placă groasă prin trasarea suprafeței interioare a HSS și apoi tăierea plăcii pentru a se potrivi. Placa poate fi apoi lăsată solidă sau scobită pentru a ușura manipularea și a reduce greutatea.

Aceste bare de susținere trebuie lăsate la locul lor, deoarece este imposibil să fie îndepărtate. Acest lucru este de obicei acceptabil pentru structurile cu sarcină statică. În majoritatea aplicațiilor, se cere ca suportul să fie continuu conform AWS D1.1; cu toate acestea, clauza 7.9 permite excepții pentru HSS, cu condiția să fie îndeplinite mai multe condiții. Ghidul de proiectare AISC 21 oferă o explicație detaliată pentru discontinuitatea permisă a barelor de susținere pentru HSS.
Testul ultrasonic (UT) poate fi utilizat cu succes pentru a inspecta aceste tipuri de suduri. Cu toate acestea, rezultatele depind în mare măsură de experiența tehnicianului UT și pot duce la conflicte între toate părțile implicate. Ar trebui să se depună mai mult efort de inspecție înainte și în timpul procesului de sudare. Aceasta include verificări ale montării pentru a asigura deschideri de rădăcină și unghiuri adecvate și inspecții vizuale în timpul procesului de sudare.
Specificarea unui CJP ar trebui să se facă numai dacă este esențial pentru proiectare și dacă au fost explorate toate celelalte tipuri de sudură. Iar atunci când se face, este benefică consultarea unui confecționer pentru a detalia îmbinarea cât mai eficient posibil pentru a reduce costurile și orice probleme de fabricație.
Resurse
AISC. 1997. „Hollow Structural Sections Connections Manual,” American Institute of Steel Construction, Chicago, IL.
AISC. 2016. „Specification for Structural Steel Buildings”, ANSI/AISC 360-16, American Institute of Steel Construction, Chicago, IL.
AWS. 2020. „Structural Welding Code – Steel,” AWS D1.1/D1.1M:2020, American Welding Society, Miami, FL.
Post, J.W. 2003. „Box-Tube Connections; Choices of Joint Details and Their Influence on Costs,” Proceedings of National Steel Construction Conference.
Miller, D.K. 2017. „Welded Connections – A Primer for Engineers,” Steel Design Guide 21, 2nd edition, American Institute of Steel Construction, Chicago, IL.
Mai 2020
.