Di Kim Olson, PE
Consulente tecnico, Steel Tube Institute
Il design delle saldature non è esente dalle numerose differenze tra il design delle connessioni a flange larghe (WF) e delle sezioni strutturali cave (HSS). A differenza delle sezioni aperte dove la saldatura è possibile su entrambi i lati delle flange e dell’anima, l’interno delle sezioni HSS comunemente usate nelle strutture edilizie non è accessibile.
Le saldature a penetrazione completa del giunto (CJP) sono senza dubbio il tipo di saldatura meno preferito dal punto di vista della fabbricazione e dei costi. Sfortunatamente, tendono ad essere una saldatura spesso specificata per la costruzione di HSS. Ciò è dovuto a diversi fattori tra cui la facilità e la velocità di calcolo della capacità di saldatura e la mancanza di conoscenza o comprensione della progettazione delle saldature HSS. Si ritiene generalmente che le saldature CJP siano migliori delle saldature a penetrazione parziale del giunto (PJP) per una serie di ragioni. Tuttavia, solo in condizioni di carico a fatica questo è effettivamente vero.
Specificare una saldatura CJP dovrebbe essere l’ultima opzione del progettista ed è raramente richiesto. La tabella J2.5 dell’AISC 360-16 identifica la resistenza di una saldatura a scanalatura CJP come uguale alla resistenza disponibile del metallo di base, assumendo che venga usato un metallo d’apporto adeguato per eseguire la saldatura. In questo caso, il risultato è una saldatura che sviluppa il pieno carico di snervamento di un membro HSS. Per la maggior parte dei progetti, come in un membro della capriata, il tasso di utilizzo del membro è basso. Sviluppare la resistenza del membro è inutile e antieconomico. È meglio progettare la saldatura per le forze effettivamente applicate. Inoltre, gli stati limite diversi dal progetto della saldatura probabilmente governano il progetto di una connessione HSS, con la conseguente mancanza di necessità di piena capacità di resistenza allo snervamento nella saldatura. Troppo spesso il progettista prende la via più facile. Specificare una saldatura CJP è eccessivo.
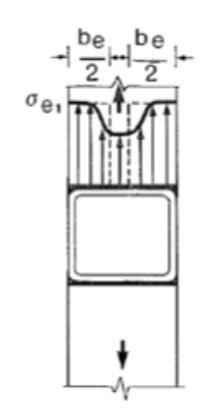
Se si collega una piastra (o flangia della trave) trasversale ad una HSS, o un ramo HSS ad un membro rettangolare HSS, l’AISC 360-16, sezione K1.2a richiede che venga usata una larghezza ridotta (“larghezza effettiva”) quando si calcola lo snervamento locale della piastra o del membro collegato. Questo perché la piastra trasversale o HSS non è caricata uniformemente su tutta la sua larghezza (Figura 1). A causa della rigidità relativamente alta della parete HSS adiacente alle pareti laterali, la sollecitazione nella piastra o nel membro della diramazione è massima nelle porzioni esterne della sezione e minima al centro. A causa di questa larghezza effettiva, è raramente possibile ottenere una capacità di connessione pari al pieno carico di snervamento del membro che viene collegato a un HSS e, quindi, spesso elimina la necessità di una saldatura a piena capacità.
Generalmente, per le costruzioni in acciaio, se sono richieste saldature CJP, è preferibile e più economico usare un supporto in acciaio. Tuttavia, il supporto a volte è dannoso per la progettazione della connessione. Nelle strutture caricate ciclicamente, nelle strutture soggette a fatica o in alcuni membri di un sistema di resistenza alla forza sismica, il supporto non può essere lasciato al suo posto. Le indagini sugli eventi, come il terremoto di Northridge, mostrano che l’appoggio lasciato in posizione crea delle tensioni che contribuiscono alla fessurazione e ai guasti delle connessioni. Non tutti i membri di un sistema di resistenza alla forza sismica richiedono la rimozione del supporto, e questi sono chiaramente identificati nelle Disposizioni sismiche AISC 341.
Nei casi in cui una saldatura CJP deve essere fatta da un lato senza supporto, che è comune con l’HSS, le dimensioni della radice aperta devono essere controllate con precisione e gli angoli minimi delle scanalature devono essere assicurati. Il primo passo nella creazione di questa saldatura è una saldatura di riserva alla radice. È necessaria un’attenta preparazione del giunto per assicurare il corretto adattamento per permettere il posizionamento di questa saldatura di riserva. A causa dell’accesso limitato e dell’estrema abilità richiesta per eseguire questa saldatura, AWS D1.1 richiede una certificazione del saldatore 6GR per una saldatura CJP senza rinforzo. Questa certificazione del saldatore è molto difficile da ottenere ed è relativamente poco comune in molte aree del paese. È richiesta per le saldature CJP senza rinforzo su membri tubolari per connessioni a T, Y e K per tutte le posizioni di saldatura. Di conseguenza, la componente di manodopera del costo della saldatura è estremamente alta.
Con un supporto adeguato, le difficoltà della saldatura a radice aperta spariscono. Con il supporto, i requisiti del saldatore scendono ai requisiti 3G e 4G, e si può tollerare una maggiore variazione nel fit-up senza influenzare negativamente la qualità della saldatura. Questo è anche il caso delle saldature tra HSS e piastra di base.
Ci sono molti metodi che i fabbricanti hanno usato per montare le barre di supporto all’interno di un HSS. Il montaggio accurato delle barre di supporto è importante. Le sezioni rettangolari hanno la capacità di accettare facilmente le barre di sostegno. Il supporto può essere più difficile da fornire per l’HSS rotondo, poiché deve tenere conto di qualsiasi ovalizzazione nel membro che rientra nelle tolleranze dello standard di produzione. Inoltre, il supporto per una connessione HSS tonda con HSS tonda è virtualmente impossibile da ottenere. Comunemente, il materiale in barre viene formato per creare un anello di supporto. Alcuni fabbricanti tagliano il supporto da una piastra spessa tracciando la superficie interna dell’HSS e poi tagliando la piastra per farla corrispondere. La piastra può essere lasciata solida o scavata per facilitare la manipolazione e diminuire il peso.

Queste barre di supporto devono essere lasciate in posizione perché è impossibile rimuoverle. Questo è tipicamente accettabile per strutture caricate staticamente. Il supporto deve essere continuo nella maggior parte delle applicazioni secondo AWS D1.1; tuttavia, la clausola 7.9 permette eccezioni per l’HSS, purché siano soddisfatte diverse condizioni. La AISC Design Guide 21 fornisce una spiegazione dettagliata della discontinuità ammissibile delle barre di sostegno per HSS.
I test ultrasonici (UT) possono essere utilizzati con successo per ispezionare questi tipi di saldature. Tuttavia, i risultati dipendono molto dall’esperienza del tecnico UT e possono portare a conflitti tra tutte le parti coinvolte. Un maggiore sforzo ispettivo dovrebbe essere posto sull’ispezione prima e durante il processo di saldatura. Questo include le verifiche del montaggio per assicurare le aperture e gli angoli corretti e l’ispezione visiva durante il processo di saldatura.
Specificare un CJP dovrebbe essere fatto solo se essenziale per il progetto e tutti gli altri tipi di saldatura sono stati esplorati. E quando lo si fa, è utile consultare un fabbricante per dettagliare il giunto nel modo più efficace possibile per ridurre i costi e qualsiasi problema di fabbricazione.
Risorse
AISC. 1997. “Manuale delle connessioni delle sezioni strutturali cave”, American Institute of Steel Construction, Chicago, IL.
AISC. 2016. “Specifica per edifici strutturali in acciaio,” ANSI/AISC 360-16, American Institute of Steel Construction, Chicago, IL.
AWS. 2020. “Codice di saldatura strutturale – acciaio”, AWS D1.1/D1.1M:2020, American Welding Society, Miami, FL.
Post, J.W. 2003. “Box-Tube Connections; Choices of Joint Details and Their Influence on Costs,” Proceedings of National Steel Construction Conference.
Miller, D.K. 2017. “Welded Connections – A Primer for Engineers,” Steel Design Guide 21, 2nd edition, American Institute of Steel Construction, Chicago, IL.
May 2020